
移动或重新配置生产线可能会破坏一个复杂且经过精细调整的系统。当您移动线路时,配电系统、变频驱动器(vfd)、可编程逻辑控制器(plc)、照明、通信电路、控制、紧急停止系统等都容易受到从故障到完全故障等意想不到的变化的影响。设备层面的小故障和故障反过来又会导致系统层面的故障,比如输送机驱动系统的意外跳台、工厂地面通信系统的故障、设备过热、不安全的电气系统——以及许多令人头痛的问题和停机时间。
由移动引起的问题可能不会在您将一行返回服务时立即可见。事实上,潜在严重问题的症状可能在安装和设置完成后很长时间才出现。这些潜在的问题可能会突然出现:
- 汽车发出噪音或过早烧坏
- 设备因不明原因关闭
- 传感器和探测器无法正常工作
- 操作员抱怨人体工程学问题
外包电气工作并非万灵药
由于电工和其他维护人员经常被排满,仅仅是维持设备的运行,生产线移动的电气工作通常被外包。虽然您通常可以依赖电气承包商遵守国家电气规范的所有电气工作的要求,但请记住,该规范并不要求承包商解决许多不太明显和经常被忽视的问题,如电压降、谐波和EMI(电磁干扰)。
根据《国家电气法规》第90条,承包商的工作是提供“基本上没有危险,但不一定高效、方便或足以提供良好服务或未来扩大电气使用”的电气安装。除非你有合同规定,需要时使用专门为vfd设计的电缆等,否则你不应该依赖你的电气承包商来预测和解决可能出现的许多微妙问题,或计划未来的控制和设备问题或增强。
需要做什么?
当你移动或重新配置生产线时,需要发生的许多事情是显而易见的。你需要:
- 设计新版式
- 计划和协调过程的每一步
- 计算成本
- 断开、移动和重新安装设备
- 路由连接
- 重新安装和重新连接设备
- 启动、测试并排除重新配置的线路故障
以下是新的或重新配置的设置的一些不太明显的要求:
- 发现并纠正任何EMI问题
- 更换破旧和过时的设备,并在有意义的地方升级设备
- 确保电机驱动系统在搬迁后提供清洁的无谐波电力和正确的电压
移动生产线的九步电气系统检查表
当工程人员忙于生产线的布置和运行时,项目经理专注于保持进度,而维护人员则忙于保持工厂的其他设备运行,您如何确保新的电气安装在重新上线时能够安全正确地工作?您如何确保实现升级和更换的机会?试着使用清单。它可以作为一个地图,一个关于要做什么(以及何时和如何)的协议,以及一个记忆帮助,以确保每件事都完成了。
至少,清单应该包括:
- 安全
- 电能质量
- 电压降、电压不平衡
- VFD-related担忧
- 接地
- 电源和控制接线
- 与您的行业、流程、目标和需求相关的附加项目
您可以使用以下九步检查表作为起点,帮助您计划生产线的移动,使其保持在正轨上,实现更换和升级的机会,并在移动完成时帮助排除故障。
1.为现有生产线建立基准。
在现有线路运行时,在面板和其他供电点上记录关键电压和电流读数。移动完成后,您可以将移动前的读数与移动后的读数进行比较,以验证新的设置并在必要时进行故障排除。
当您读取读数时,请查看任何处于或接近其极限的电路,以便您可以根据需要增加新线路的容量或重新设计。
虽然在搬迁前获取关键电压和电流读数是有用的,但进行电能质量调查会更好,因为它能让你全面了解电力系统的状态,包括任何谐波、电压下降和其他问题。就像在获取电压和电流读数时一样,在初始电能质量调查中寻找存在的问题,以便在新的布局中纠正它们。
无论你选择只取关键读数还是做一个完整的电能质量调查,一定要在面板上寻找电压不平衡,因为电压不平衡会导致三相变压器和电机过热。您可以使用手持数字万用表(DMM)或电能质量分析仪检测三相系统中相电压的变化。当使用DMM时,任何相位电压读数偏离平均值超过1%到2%都需要采取纠正措施。电能质量分析仪提供更详细的分析。不平衡电压的解决方案是将单相负载均匀地分布在面板和配电盘上的所有三个阶段。
2.审核新生产线的电气计划和图纸。
- 确保平面图符合电气规范
- 确认参与项目的每个人的努力都得到了协调
在进行基准测量后,请检查新生产线的电气计划和图纸,以确保这些计划是最好的,并完成您想要完成的任务。
3.计算预期的电压降。
- 将最远设备的电压降限制在3%以内
国家电气规范(NEC)建议,从电源的最后一个保险丝或断路器到距离电源最远的设备的电压下降不超过3%。设备在低于其设计电压时可能无法正常工作:计算机可能会死机,电子设备和控制器可能会发出虚假警报或完全故障,电机可能在达到预期的20年使用寿命之前就过热并故障。
如果你认为一个分支电路可能有超过建议的3%的电压降,考虑增加导体的尺寸。虽然使用更大的电线成本更高,但成本将被停机时间的减少所抵消。记住,大尺寸的导体可能需要大尺寸的导管。一定要检查适用的NEC表。
- 将馈线和分支电路的电压降限制在5%以内
NEC建议,馈线和分支电路的组合电压降不应超过5%。
计算任何正在增加长度或正在增加负载的电路的预期电压降。
4.确保vfd和电机之间有正确的电缆连接。
- 验证制造商关于VFD输出布线和长度的建议是否满足
- 使用推荐的电缆,并根据需要在VFD输出上添加负载电抗器
- 尽量减少通信和控制电路中的电磁干扰
- 所有系统和设备必须接地
- 在单独的管道中运行VFD输出电缆和所有控制电缆
- VFD电缆与屏蔽控制电路保持至少1英尺的距离,与非屏蔽控制电路保持至少3英尺的距离
- 如果VFD电源线和控制线必须交叉,则应以直角交叉
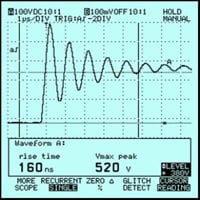
变频驱动器(vfd)是工厂地板上最常见的可调速电机驱动器。由于VFD的输出是一系列锋利的电压脉冲(而不是50或60赫兹功率的平滑正弦波),您必须特别考虑从驱动器到电机的电缆的长度和类型,并确保电缆安装正确。如果不这样做,可能会在驱动电缆中引起危险和破坏性的反射波(图1).反射波会在电机的末端产生更高的电压——在一台480伏的电机上,最高可达2000伏。这种增加的电压是一个安全隐患,强调电机绝缘,缩短电机寿命,并可能导致电机立即故障。
如果您的vfd最初是由驱动器专家(例如制造商的代表)设置的,您的vfd可能很少或没有问题。然而,这种设置的改变——尤其是电缆的改变——会引入反射波。
5.评估设备的升级和更换。
- 新技术可以用来提高生产力和降低能源成本。一般来说,当需要更换资本设备时,要换效率更高的型号。
- 提高工人的安全、舒适和一般工作环境的改进通常会导致更高的生产力和工人满意度。
- 自动化生产线上最大的问题之一是会损坏PLC的小电源故障,因此可以考虑添加PLC保护。
- 添加vfd来控制离心泵和风扇可以节省很多钱。例如,以每千瓦时9美分的价格,将一台25马力的电机的转速从1800转降低到900转,每小时的运行成本从1.68美元降低到0.21美元,成本降低了80%以上。
- 移动生产线也是升级照明系统的好时机。用较新的T-8和T-5荧光灯取代较旧的T-12荧光灯灯具和HID照明,可大大降低照明成本。考虑在适当的情况下更换LED照明。
搬家之后
6.移动完成后,检查所有安全电路和紧急停止。
- 验证安全电路和紧急停止装置是否按照电气图纸的规定安装
- 作为生产线启动的一部分,验证每个电路的正确操作
安装或重新安装所有必需的安全电路和紧急停止,并验证它们是否正常工作,是移动或重新配置线路时要完成的最重要任务之一。确保了解并遵守监管机构的要求(例如,在美国,OSHA和NFPA),例如在输送机启动前发出警告,在操作位置有紧急停止,并有紧急电路复位。当触发紧急停止时,PLC必须关闭输出,如果PLC离线,电机必须关闭。
7.验证接地是否安全,是否符合规范,是否降低电气噪声。
- 通信不良,如噪声影响4-20 mA控制回路信号的功能
- 零星的关闭
- 断断续续的通信
- 以看似随机的方式重置的plc
- 接地装置跳闸
- 5伏电源电平在敏感设备上上下波动
在搬迁电气设备时,接地是一个关键的考虑因素(以至于在线路移动后进行故障排除时,接地是首先要检查的事情之一)。正确的接地不仅是为了安全和满足电气规范要求;它还可以减少电气噪声的影响。电气“噪声”是电气或电子电路中任何不需要的电能。检测电子噪声最简单的方法是用示波器(图2).噪声会导致设备以意想不到或不太理想的方式运行。例如,用非屏蔽电缆连接到电机的VFD会导致附近的非屏蔽通信线路中出现80伏或更多的电气噪声,而在附近的屏蔽电缆中出现10伏或更多的噪声。电气噪声可能意味着工厂地板上的操作问题,在新生产线调试期间可能以以下方式出现:
8.安装后完成电能质量调查,以确定潜在问题,并为电气维护计划建立基准记录。
电能质量调查可以让您全面了解电力系统的状态,包括谐波、电压下降和其他问题。虽然获取关键电压和电流读数很有用,但做电能质量调查就更好了。如果需要,基准读数是建立或维持有效的预测性维护计划的宝贵资源。
9.测试线路是否操作正确。
在恢复生产之前,要彻底测试生产线是否正确运行。这是引入生产线操作员并获得他们反馈的好时机。当你重新启动生产线时,确保每个参与生产线移动的人都在场,以便他们可以协助排除故障和最终调整。